
Síntesis
Tablero de partículas recubierto de melamina (MPD/PB melaminada) esta compuesto principalmente por virutas de pino, estas son trituradas y seleccionadas para luego ser mezcladas por resina sintética o cola (agua, resina, cera y endurecedores químicos) de gran dureza e incoloro combinado con formaldehído (bactericida), posteriormente pasa a una prensa en frio que le da forma al aglomerado y retira el aire de la mezcla. Luego se lo coloca en una prensa caliente para activar el pegamento del tablero, por último se reviste en ambas caras con una lamina impregnadas con resina melamínicas termo fundida para adherirse a la tablero aglomerado MDP
Contexto histórico, social y económico
Desde la mitad del siglo XIX se encuentra en muchas patentes la idea de crear “tableros artificiales” que reemplazan las propiedades de la madera sólida. Los primeros tableros de partículas, creados con aserrín este tablero era de gran densidad y difícil de mecanizar por la gran cantidad de adhesivo para que cumpla con las características mecánicas aceptadas. La mejoras de fabricación fueron la idea mezcladores de tipo continuo para la distribución rápida y uniforme del aglutinante, el cambio de las colas de caseína por las de resinas de urea-formaldehído y fenol-formaldehído, la creación de instalaciones para formar la estera donde se extendía la manta de partículas. Antes del prensado se vio que era conveniente humedecer las superficies de la estera ya que el contenido de humedad de las partículas garantizaba superficies más suaves, mayor resistencia a la flexión y ciclos de presión más cortos debido a la mejor conducción del calor.
En 1936 se registró la primera patente por parte del científico alemán Wilhelm Klauditz, que conseguía fabricar tableros de partículas aglomerados mediante adhesivos sintéticos con prensa de platos, que se denominó tablero de partículas. En 1941 cuando en Alemania y Suiza se instalaron las primeras fábricas, que produjeron tableros para muebles. Inmediatamente después de la Segunda Guerra Mundial, la fabricación de este tipo de tableros se incrementó notablemente y se extendió a diversos países. A partir de la década de 1950 los científicos y tecnólogos de la madera se encontraron de improviso con la escasez de madera, debido al aumento del consumo; Durante las décadas de 1970 y 1980 tuvieron lugar dos acontecimientos trascendentales para esta industria: la introducción del proceso de prensado en continuo, en sustitución del sistema de prensa de platos múltiples, y el empleo de resinas UF como adhesivo que lograron una mejor calidad. A partir del cambio el tablero de partículas se empezó a desarrollar varios tipos de tableros variando el tipo y tamaño de las partículas, este por lo general era madera de coníferas. En la actualidad hay varios tipos y se clasifican según el proceso de fabricación, acabado superficial, forma y tamaño de las partículas, estructura del tablero y uso, este puede ser de un acabado en crudo, lijado o con un revestimiento de chapa de madera, papel decorativo o laminado decorativo termoestable, sus usos de estos tableros son en carpintería, mobiliario, decoración (puertas, muebles tabiques divisorios) y usos estructurales (encofrados, vigas cajón, base de cubiertas)
Definición ciencia
Partículas de madera: Las partículas de madera pueden ser astillas, partículas, serrín, virutas. La forma y la dimensión de las partículas influyen en las propiedades del tablero.los tipos de maderas más utilizados pino, el eucalipto, etc.; actualmente se incorporó la madera reciclada.- Adhesivos: dependiendo de las características y de las propiedades requeridas se pueden utilizar adhesivos de Urea – formol, Urea – melamina – formol y Fenol – formaldehído. – Aditivos: se incorporan durante su fabricación para mejorar algunas de sus propiedades (ceras, productos ignífugos; insecticidas; fungicidas; y endurecedores). -Recubrimientos: se puede utilizar melamina, chapa sintética, papel lacado, chapas naturales, papel fenólico, etc.
Procesamiento
Preparación de partículas: Este paso inicia con el recorte de la materia prima. se trozan, una vez descortezadas y recortadas se convierten en astillas,virutas, se convierten en hojuelas. Secado: Las secadoras de tambor y las de tubo, son la mas utilizadas en este proceso para la eliminación de contenido de humedad, un exceso de CH en las partículas pueden causar un tablero con baja resistencia mecánica y superficies de poca calidad Separación de partículas por tamaño: Una vez secas, las partículas se tamizan para separarlas por tamaño, de tal manera que las más pequeñas son utilizadas para las superficies y las más grandes para los centros de los tableros .Mezclado de partículas y adhesivo: Los principales adhesivos sintéticos son urea-formaldehído, melamina urea-formaldehído y fenol-formaldehído, que son solubles en agua. Estos han sido mejorados que resulten menos contaminantes del aire, Este ocupa entre 2.5 y 10% del peso del tablero Formación del colchón: Esta máquina orienta las partículas de las capas de las superficies respecto de las partículas colocadas en la capa central Prensado: El colchón se coloca posteriormente en la máquina de prensado final, siendo en esta última donde se consolida el tablero por medio de presión y calor. Apilamiento y proceso de secado: Esta etapa es en la cual el tablero se enfría gradualmente, su CH se distribuye en su interior, lo cual permite la máxima eficacia del adhesivo Acabado: En algunas fábricas el acabado incluye la aplicación de pinturas, barnices, chapas de madera, hojas de papel impregnadas con resina fenólica, así como películas de plástico o de vinilo.
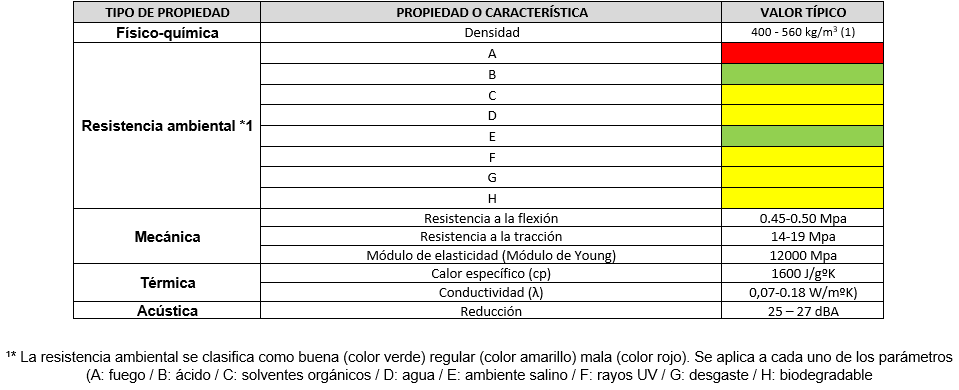
Propiedades
Normas
| NORMA | TÍTULO |
| UNE-EN 789 | Evaluación de las propiedades de flexión |
| UNE-EN | Valores característicos para el cálculo estructural/ derivados de la madera |
| UNE-EN12369-1 | Evaluación de densidad |
| UNE-EN 324-1 | Tolerancias dimensionales |
| UNE 56712 | Ensayos. Determinación de la resistencia a la tracción perpendicular a las caras |
| UNE 56707 | Clasificaciones/ tableros de partículas |
| UNE 56714 | Clasificación físico-mecánicas |
| UNE 56717 | Ensayos/ Determinación de la resistencia a las tracción perpendicular a las caras bajo la acción de agua caliente |
| EN 13986 | Clasificación como E1 o E2 en función a la cantidad de formaldehído emitido por hora y m2 |
| EN 717-2 | Emisión de formaldehído |
| EN 312 | Utilización en ambientes secos, con propiedades físicas tipo P2 |
| SS-EN 317 | Pruebas a la absorción de agua e hinchamiento del espesor |
| UNE 56716 | Resistencia del encolado a la acción del agua a diferentes temperaturas |
Puesta en obra

Proveedores
| Distribuidor | Formato | Nombre | Origen | Marca |
|---|---|---|---|---|
| NOVOPAN paneles de madera TEL: +593 2 396 6900 www.novopan.com.ec | 1.22 x 2.44/1.53 x 2.44/1.83 x 2.44/2.15 x 2.44/2.15 x 2.44/2.44 x 3.05 | MDP | ECUADOR | Novopan |
| FAPLAC | 1,83 x 2,75m. Espesores:5,5mm y 18mm | MDP | Argentina | ARAUCO |
| MASISA, S.A. Av. Las Condes, Santiago Region Metropolitana Tel. 56 2 7078800 56 www.masisa.com | 1,83 x 2,60m | Melamina | Chile | |