
Síntesis
El tornillo autoperforante está compuesto por acero. La fabricación de este consiste en dos partes:
Forjado en frío: proceso donde el material se comprime en la cavidad de un molde a temperatura ambiente. La pieza resultante es un tornillo con cabeza.
Mecanizado: el tamaño y forma se realiza a través de la eliminación gradual de material con la ayuda de herramientas. El tornillo sin mecanizar se coloca en un troquel y, a medida que las herramientas giran sobre el tornillo, se crean las ranuras de roscado y la forma del tornillo.
Luego, reciben un tratamiento de cementado, templado y revenido, lo que le confiere sus características, resistencia mecánica y dureza superficial.
Por último, se le aplica un tratamiento anticorrosivo por medio del zincado electrolítico.
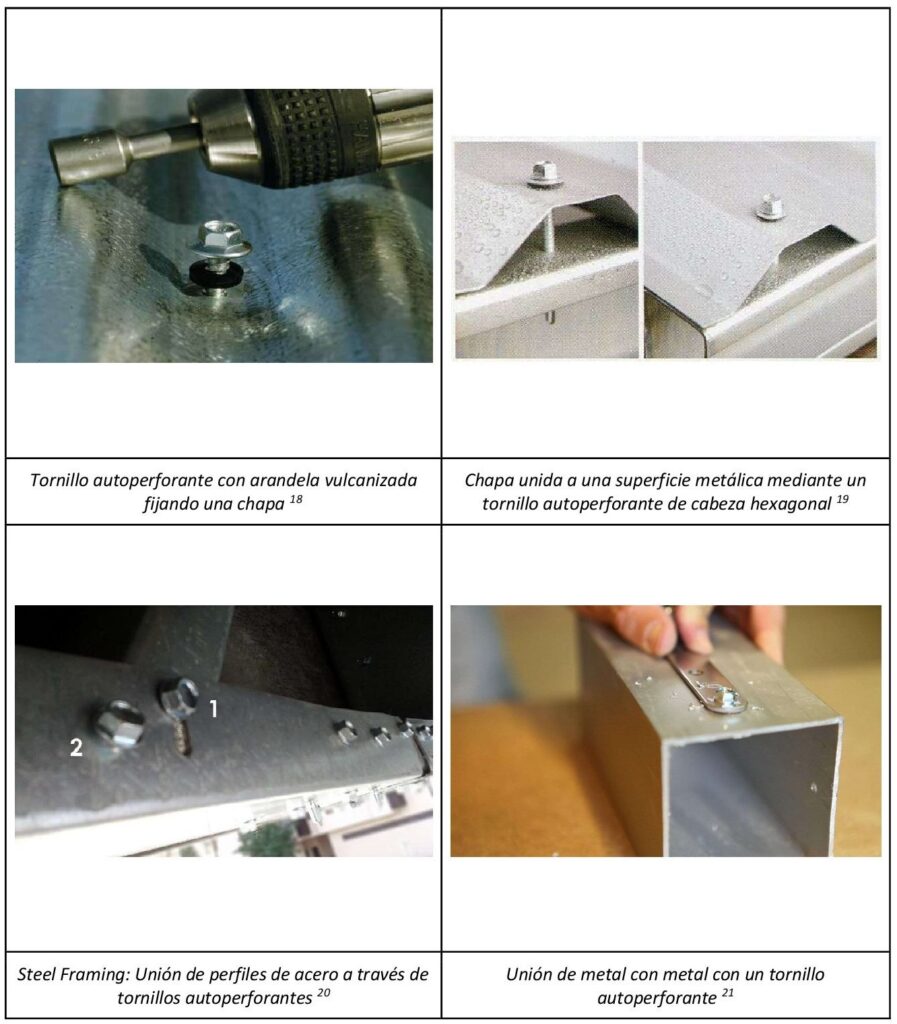
Los tornillos autoperforantes se utilizan para todo tipo de ensambles: el armado de paneles portantes y para resolver sus encuentros en las esquinas, instalaciones eléctricas, automotores, electrodomésticos, también para vincular perfiles estructurales “C” y doble “T” y para fijar chapas metálicas de grueso calibre.
Contexto histórico, social y económico
La creación del tornillo se remonta al siglo III a.C cuando Arquímedes ideó un sistema para la elevación del agua o los cereales, a través de una maquina gravimétrica helicoidal. El proceso se llevaba a cabo colocando el agua o los cereales dentro de un cilindro hueco y haciéndolo girar. A partir de la Revolución industrial, en el siglo XIX, se fabricaron en distinta escala y en serie. El tornillo se une a una tuerca, y en épocas antiguas, había que buscar la tuerca que coincidiera con el tornillo. Por eso, Joseph Whitworth en 1841, sugirió un paso de rosca universal para todos los tornillos y tuercas. 2
Como mencionamos antes, el tornillo se utilizaba en siglos anteriores, en otra escala y para elevar agua o cereales, pero con la llegada de la Revolución Industrial, que tuvo su lugar en 1760, se aceleró el desarrollo de la tuerca y del tornillo, y los puso firmemente en el mapa como un componente importante en el mundo de la ingeniería y de la construcción. Antes de la industrialización, los tornillos eran utilizados para las fijaciones de máquinas de impresión, pero con el Renacimiento, este método fue expandido hacia artículos como relojes y armaduras. Hubo varios cambios que tuvieron lugar en la dicha revolución industrial, algunos de estos fueron el surgimiento de nuevas técnicas para el desarrollo del trabajo, la mano de obra especializada y el uso de nuevas máquinas motrices como la máquina de vapor y de nuevos materiales como el acero, que fue lo que permitió la producción en masa de los tornillos y sus respectivas tuercas. Desde esa época, la forma de los tornillos y de las tuercas fue haciéndose más precisa a medida que su reproducción se multiplicaba: en cuanto al tornillo autoperforante, su punta en forma de mecha permite perforar fácilmente chapas de acero, maderas y otros, y la forma hexagonal de su cabeza, acompañada con una arandela, no permite la filtración de agua y también asegura una estabilidad en su colocación. Hoy en día, existe una técnica de construcción denominada Steel Framing, la cual consiste en una construcción llevada a cabo solo por perfiles de acero conformados en frio y galvanizados en vez de vigas de madera. Los perfiles se encuentran unidos por tornillos autoperforantes. El costo de fabricación de estos tornillos va a depender del tamaño del lote que el cliente necesite y de la cantidad que se es permitido entregar, ya que va a determinar del tiempo en que las maquinas se encuentran en funcionamiento y la energía que esto implica. Pero en cuanto al costo del material ya en venta, ronda entre los precios de los diferentes tipos de tornillos. 3
Los dos componentes principales del acero se encuentran en abundancia en la naturaleza. El acero se puede reciclar indefinidamente sin perder sus atributos, lo que favorece su producción a gran escala, aunque para reutilizarse, requiere de una cantidad de energía significativa. Actualmente, se está investigando la manera de unir la industria del acero con la automotriz y electrodoméstica, para poder recuperar al máximo el acero al final de su uso. Para evitar la contaminación del acero, se debe controlar la contaminación del agua y las emisiones de gases y polvos contaminantes, también reducir la energía utilizada para extraer y refinar el mineral de hierro. 4
Definición ciencia
Los tornillos autoperforantes están compuestos por una cabeza, el cuello y la rosca, que están hechas de acero, este mismo es una aleación del hierro con una cantidad de carbono que puede variar entre 0.03% y 1,075%, lo que mejora la resistencia de los tornillos, además contienen cromo, vanadio, tungsteno y molibdeno, entre otros. A estos se le suma, en su fabricación, un tratamiento denominado zincado que refuerza sus características mecánicas y le da un aspecto fino y sin impurezas. 5
Procesamiento
La fabricación del acero en horno eléctrico se basa en la fusión de las chatarras por medio de una corriente eléctrica, y al afino posterior del baño fundido, luego el acero se vierte directamente en un molde de fondo desplazable. La artesa receptora tiene un orificio de fondo por el que distribuye el acero líquido en varias líneas de colada, cada una de las cuales dispone de su molde de cobre y paredes huecas para permitir su refrigeración con agua, que sirve para dar forma al producto. Durante el proceso, la lingotera se mueve hacia arriba y hacia abajo, con el fin de despegar la costra sólida que se va formando durante el enfriamiento. Luego, se produce la laminación. 6
Propiedades
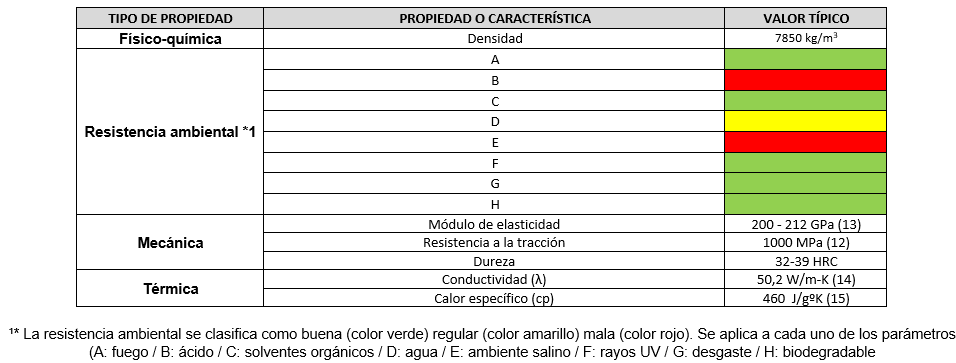
Normas
| TÍTULO | NORMA |
| Tornillos roscadores de acero. Cabeza hexagonal. | IRAM 5142 |
| Elementos de fijación. Tornillos autorroscantes de acero con tratamiento térmico. Requisitos generales. | IRAM 5246 |
| Elementos de fijación. Tornillos autorroscantes de cabeza hexagonal con collar o arandela cónica. Requisitos generales. | IRAM 5349 |
| Uniones atornilladas estructurales sin precarga. Parte 2: Aptitud al uso. Requisitos técnicos para las uniones atornilladas en estructuras de acero o aluminio. 7 | UNE-EN 15048 |
| Herramientas de maniobra para tornillos y tuercas. Herramientas dinamométricas manuales. Parte 1: Requisitos y métodos de ensayo para verificar la conformidad del diseño y calidad. 8 | UNE-EN ISO 6789 |
| Tornillos y tuercas de acero. Momentos de apriete.9 | UNE 17108 |
Puesta en obra
Proveedores
| MARCA | ORIGEN | NOMBRE | FORMATO | DISTRIBUIDOR LOCAL |
| TEL | Argentina | TEL-HEX Tipo 1 | Estuche, mini estuche, blister, mini blister y caja | TEL, info@autoperforantestel.com, 1142406664 22 |
| Tubulón | Argentina | Tornillo autoperforante hexagonal | Cajas de diferentes cantidades: 650, 500, 350 | Tubulón, ventas@tubulon.com.ar, 4243-5823 23 |
| TEL | Argentina | Tornillo autoperforante HEX T1 mecha | Por unidad | Mecan, gnicolari@mecan-sa.com.ar, 432500 24 |
| Zaff | Argentina | AUTOP. HEXA. | Caja de 250 unidades | Zaff, soporte@zaff.com.ar, 0810-220-9233 25 |